


































































.png)












.jpg)







































































.png)



























































































































.png)








.png)





























.png)




















































.png)











.jpg)



Application requirement:
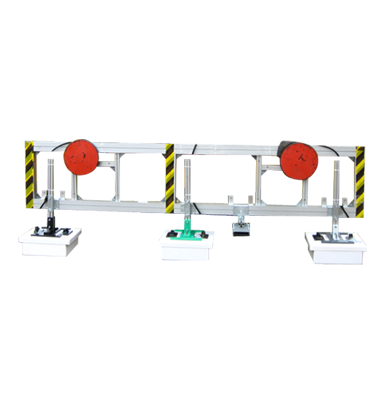
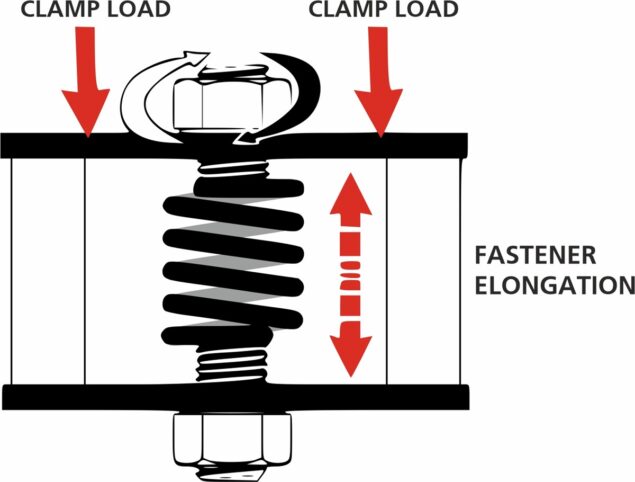
To cross verify the Joint efficiency (Clamp load & elongation) of bolt & studs used in assembly of the Wind turbine.
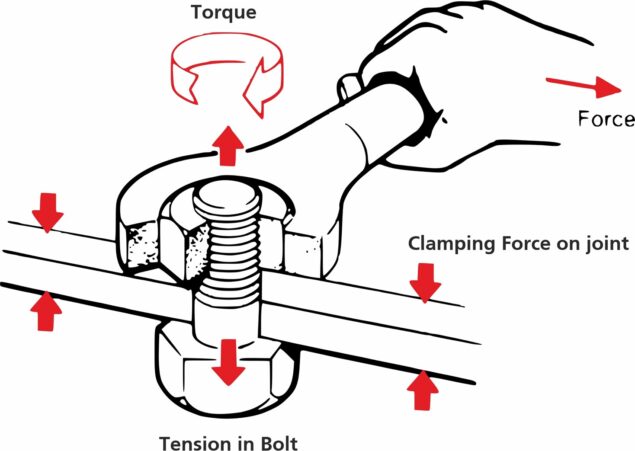
The manual torques wrenches measure the applied force between nuts & bolt when tightening a fastener, the output is affected by temperature, friction & resistance, and it’s not reliable.
To determine the accurate joint efficiency, assessment of clamp load is required in respect of elongation produced due to force applied by fastening the bolt & studs.
ZF Wind

Solution:
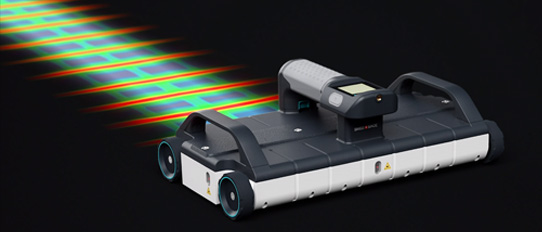
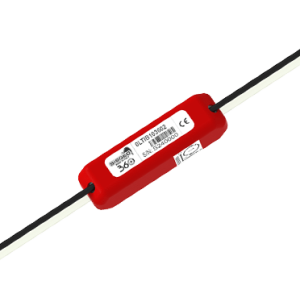
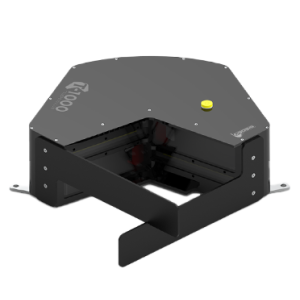
Max II Bolt Tension Monitor is used to cross-verify the joint efficiency (clamp load & elongation) of bolt after fastening through the conventional method.

MAX II Bolt tension monitor is a highly sensitive ultrasonic Bolt tension monitor that measures bolt load, elongation, stress and percentage of strain by determining the change in the transit time of an ultrasonic wave along the length of the fastener as the fastener is tightened .
The objective for using ultrasonics, over conventional/mechanical methods is accuracy. Most conventional methods refer to a torque value which has limited accuracy due to the coefficient of friction. The coefficient of friction is difficult to determine, as it depends on the control and application of lubrication.
The MAX II avoids the coefficient of friction entirely, using the transit time of a wave, Hooke’s law, and Young’s modulus to accurately calculate the stretch on a bolt. Since the MAX II cannot physically stretch a bolt, both conventional/mechanical methods and the MAX II are complimentary and used in conjunction.
Fastener measurement:
The MAX II measures load on the fastener by measuring the amount the fastener stretches. The stretch is proportional to the load while the load is within the elastic limit of bolt. By measuring the stretch of the fastener and knowing the physical properties of the fastener, the load of the fastener can be calculated. The MAX II measures the fastener stretch by ultrasonically measuring the change in length.
After measuring the transit time, an elongation is calculated.
Bolt length = Ultrasonic pulse velocity X Transit time/2
An elongation is a change between the measurement of length in readings taken before and after tightening a bolt.
i.e. Elongation= Loaded length of bolt – Unloaded length of bolt
Clamp load is a force that holds the joints together & it is directly proportional to the elongation.
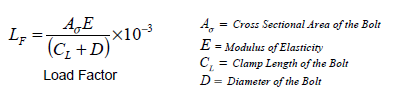
Calculating Load Factor:
The load factor is an empirically determined value for the geometry of the bolt. It is the amount of load required to elongate the bolt per unit in length. An approximate value of this geometry dependent factor can be calculated as follows:
 Quantities of Measurement:
Quantities of Measurement:
The MAX II Ultrasonic Bolt Tension Monitor has the ability to measure in a number of measurement quantities: Time (nanoseconds), Elongation, Load, Stress, and Strain (in terms of %). While there are a number of quantity options available, the easiest and most fail safe quantities to consider are Time and Elongation.
If Load, Stress, or Strain will be used on a regular basis, a calibration of the bolts for the specific application is required.

When measuring in terms of time and elongation, very little information is required, as the measurement is simply a difference equation. The stress factor and velocity will typically not vary more than 5%, even in the worst case, over the entire range of possible steel fasteners. However, when measuring in terms of load, stress, or strain, the error can be enormous if errors in effective length, load factor, or cross-sectional area are made.
These factors will result in proportional errors overall. Therefore, if the load factor is off by 10%, the load measurement will be in error by the same 10% proportionally.
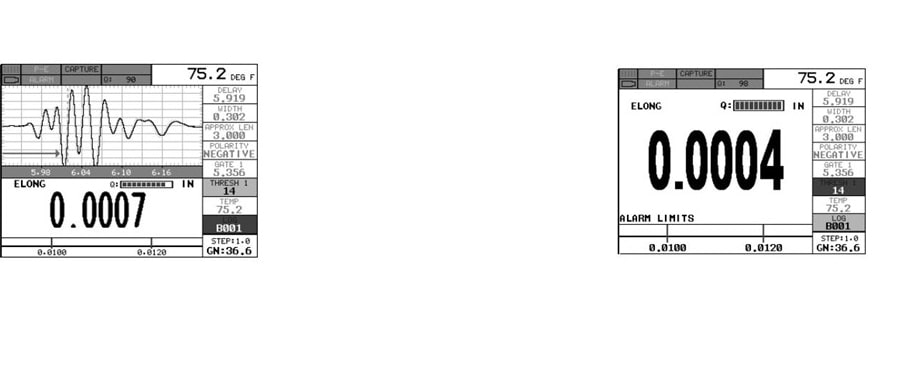
Placement Error Avoidance by Quality indicator (Q) feature :
The Quality Indicator (Q) feature in the MAX II is a handy feature to assist the user with returning the transducer back to the original position/location where it was during the initial reference length measurement. Since the sound path is changing, in terms of material consistency, returning the transducer to the same location increases the accuracy of the MAX II & reduces the chances of “placement error”.
This feature is automatically activated after a reference length is measured and stored. Rotate the transducer clockwise and anti-clockwise, making small movements of the transducer position until the active wave matches the symmetry of original wave (Previously stored reference length), and all the while watching the
quality indicator (Q) as it approaches 100% match.
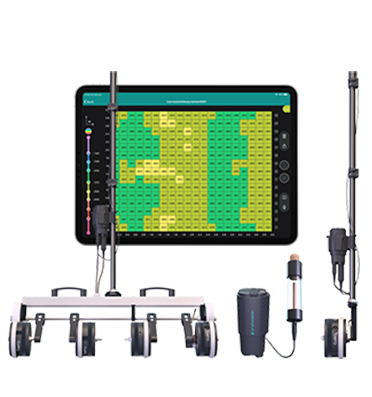
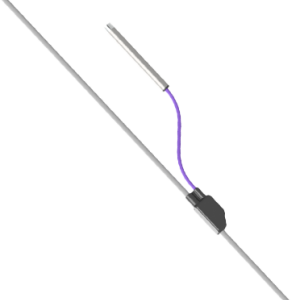
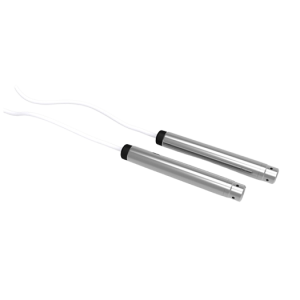
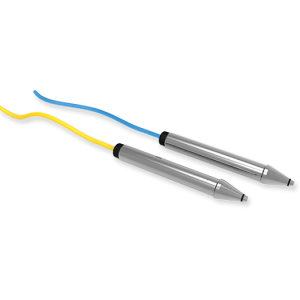
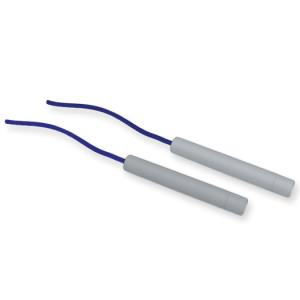
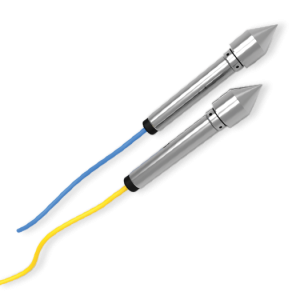
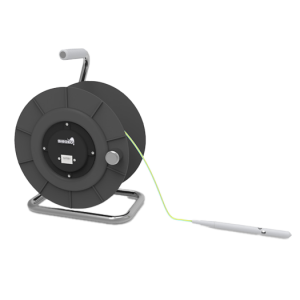
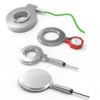
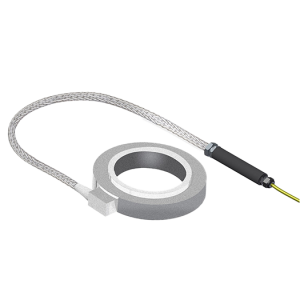
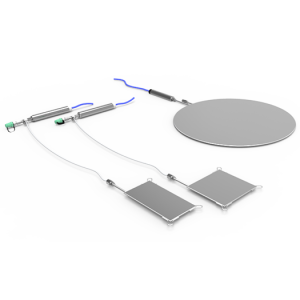
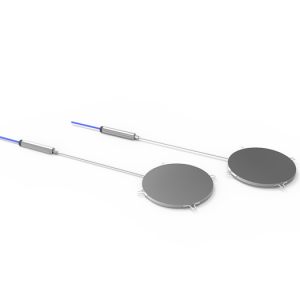
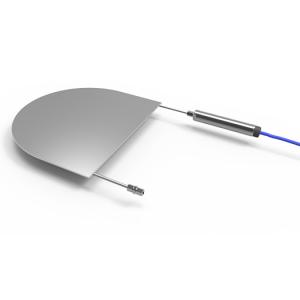
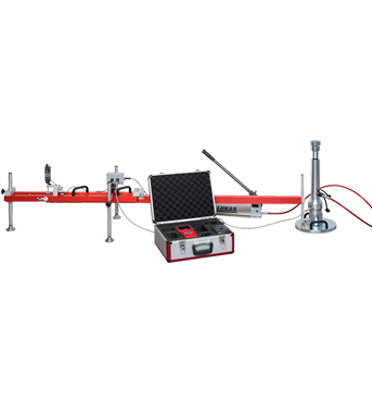
Max II unit along with standard accessories (Transducer with microdot connector, Connecting cable with Microdot to lemo connector & temperature transducer) was supplied for elongation measurement on site.
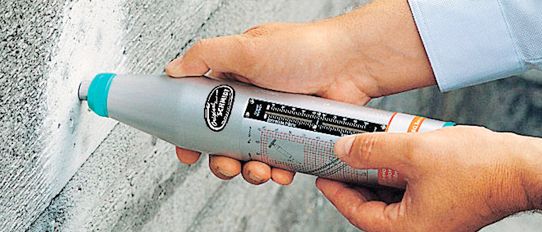
Bolt Preperation is done before initiating the measuring process, as It is very important to have proper preparation of bolt. Non-parallel or rough surfaces will not work. For better placement of transducer & error-free measurement, the flatness of surface is required.
Quickstart setup is selected & measurement units [options are IN (inches), IN HR (inches hi-resolution), MM (millimeters), and MM HR (millimeters high resolution] are defined to begin the measurement. Bolt Material Type from a list of Preset material types list is selected & New Group is created to store measurements for the operation.
They set the approximate length of bolt as the approximate length is a very valuable feature that can be used to pin point a specific detection area.
They use AUTO SET feature of the MAX II to automatically take the value entered approximate length of bolt and scan +/- 5% in both directions of the approximate length for the detection of signal of transducer. After bolt is stretched or tightened the transducer is again coupled to the bolt in the same location as before to measure the elongation, output data is logged in New Group (Created before) folder for post measurement analysis.